




Lawom nga lungag trepanning machine TK2150
I. Basic nga proseso sa performance sa makina
1) Kini nga makina mahimong gamiton alang sa trepanning sa internal nga mga lungag.
2) Atol sa machining, ang workpiece motuyok, ang cutting tool feeds, ug Cutting fluid mosulod sa cutting area pinaagi sa trepanning bar aron pabugnawon ug lubricate ang cutting area ug kuhaon ang metal chips.
3) Sa diha nga trepanning, ang likod nga tumoy sa trepanning bar gigamit alang sa suplay sa lana, ug ang katapusan sa oil pressure ulo gigamit alang sa pagputol.
6) Ang katukma sa machining sa himan sa makina:
Trepanning: Aperture accuracy IT9-10.Pagkagahi sa nawong: Ra6.3
Pagkatul-id sa mga lungag sa machining: ubos sa 0.1/1000mm
Outlet deviation sa machining hole: ubos sa 0.5/1000mm
II.Panguna nga teknikal nga parameter
Trepanning diametro………………………………φ200-φ300mm
Max.trepanning giladmon………………………… 6000mm
Clamping diameter sa workpiece………… φ200~φ500mm
Spindle bore ………………………………… φ130mm
Front end taper sa spindle sa headstock…… metric 140#
Sakyan sa tulin sa spindle……………….3.15~315r/min
Katulin sa pagpakaon……………………………… 5~1000mm/min, walay lakang
Kusog nga pagbiyahe sa saddle……… 2000mm/min
Panguna nga motor………… 30kW(tulo ka hugna nga asynchronous nga motor)
Feed motor…………………………N=7.5Kw(servo motor)
Hydraulic pump motor……………… N=2.2kW,n=1440r/min
Coolant pump motor…N=7.5 kW (2 sets sa embedded centrifugal pumps)
Gi-rate nga presyur sa coolant system………0.5MPa
Pag-agos sa coolant…………………………………300,600L/min
Kinatibuk-ang gidak-on sa makina…………1700mmⅹ1600mmⅹ1800mm
III.Performance ug mga kinaiya sa makina:
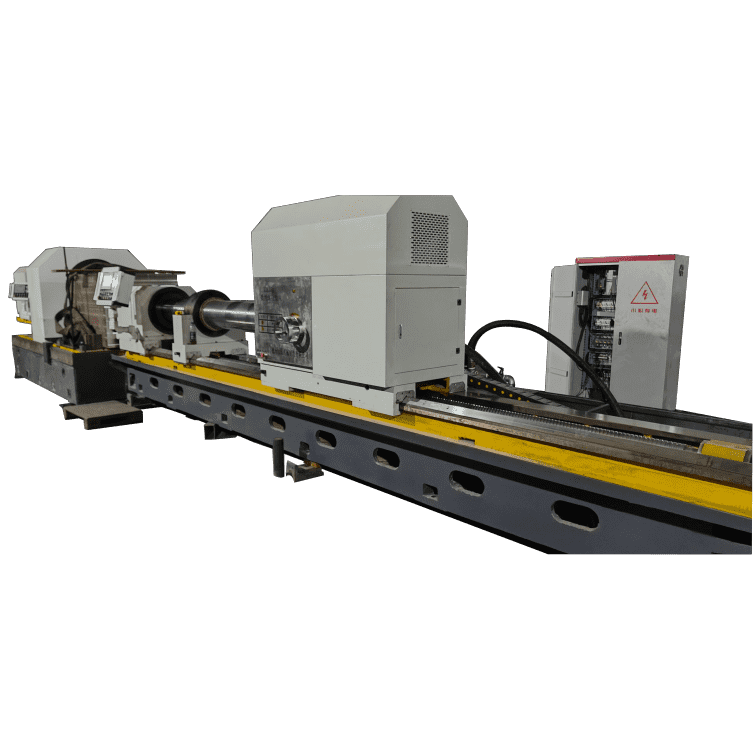
Ang TK2150 CNC trepanning machine usa ka espesyal nga himan sa makina alang sa pagproseso sa cylindrical deep hole parts.
Atol sa proseso sa trepanning, ang coolant gihatag gikan sa likod nga tumoy sa trepanning bar, ug ang tumoy sa ulo sa presyur sa lana adunay himan nga parol alang sa pagputol.Angayan alang sa mass production ug mahimo usab nga gamiton alang sa usa ka piraso ug gamay nga batch production.
IV.nag-unang istruktura sa makina
1) Ang himan sa makina gilangkuban sa mga nag-unang sangkap sama sa higdaanan, headstock, saddle, saddle feeding system, makanunayon nga pagpahulay, vibration damper nga makanunayon sa trepanning bar, cooling system, electrical system, metal chip removal device, ug uban pa.
2) Ang higdaanan, saddle, saddle, kahon, ulo sa presyur sa lana, tigsuporta ug uban pang mga sangkap ang tanan gihimo sa taas nga kusog nga cast iron ug resin nga agup-op sa balas, nga nagsiguro sa maayo nga rigidity, kusog, ug katukma nga pagpadayon sa himan sa makina.Gisagop sa higdaanan ang internasyonal nga advanced ultra-audio quenching, nga adunay giladmon nga 3-5mm ug HRC48-52, nga adunay taas nga pagsukol sa pagsul-ob.
(1) Katre
Ang higdaanan sa himan sa makina gilangkuban sa usa ka kombinasyon sa tulo ka piraso sa mga lawas sa higdaanan.Ang higdaanan nga lawas usa ka istruktura nga adunay tulo nga sirado nga mga kilid ug hilig nga gusok nga mga plato, ug gihimo sa taas nga kalidad nga puthaw nga HT300 nga adunay maayong pagkagahi.Ang gilapdon sa riles sa giya sa higdaanan mao ang 800mm, nga usa ka patag ug usa ka V-guide nga paagi nga adunay taas nga kapasidad sa pagdala sa karga ug maayo nga katukma sa paggiya.Ang giya nga paagi nakaagi sa quenching treatment ug adunay taas nga pagsukol sa pagsul-ob.Sa groove sa bed guide way, usa ka feed ball screw ang gibutang, gisuportahan sa mga bracket sa duha ka tumoy ug gitabangan sa duha ka drag frame sa tunga.Ang drag frame mahimong molihok subay sa giya nga agianan sa ilawom sa groove, ug ang pagbiyahe ug paghunong niini kontrolado sa pull plate ug mga roller sa saddle.Adunay usa ka T-shaped groove sa atubangan nga bungbong sa higdaanan, nga nasangkapan sa usa ka fixed gilay-on lingkoranan sa vibration damper makanunayon sa boring bar, ug usa ka fixed gilay-on lingkoranan sa saddle aron makontrol ang posisyon sa vibration makanunayon sa boring bar ug saddle.Ang atubangan nga bungbong sa higdaanan nasangkapan sa mga rack nga nagtak-op sa mga gear sa manwal nga himan alang sa paglihok sa makanunayon nga pahulay, tigsuporta, ug vibration damper nga makanunayon sa boring bar.
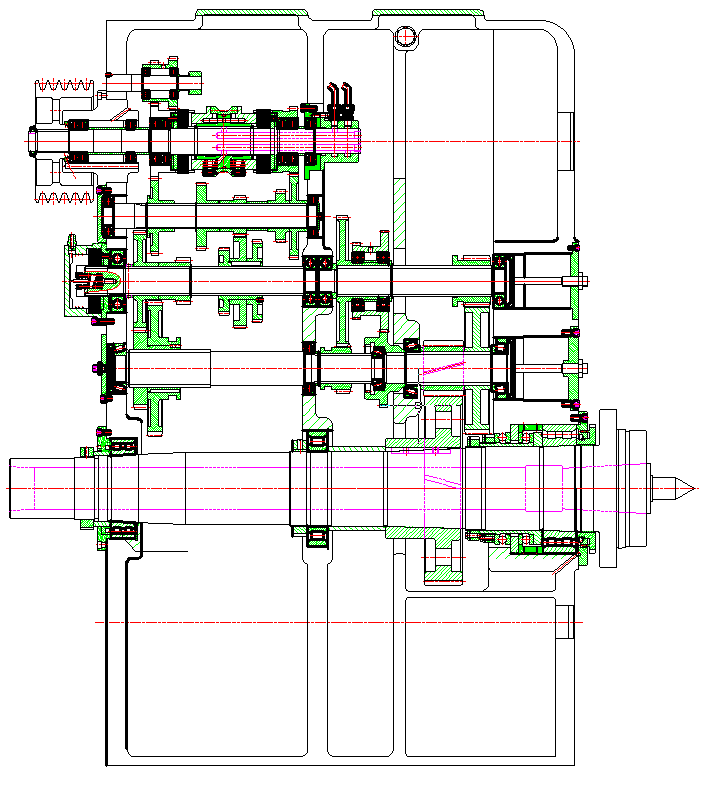
(2) Headstock:
Giayo sa wala nga tumoy sa higdaanan, ang spindle bore kay φ 130mm.Ang headstock gimaneho sa usa ka 30kW motor, ug ang spindle speed mao ang 3.15-315r/min pinaagi sa multi-stage reduction sa gear ug manual high ug low gear shifting.Pagbutang ug upat ka apapangig nga chuck sa spindle nga tumoy sa headstock aron i-clamp ang workpiece.
Ang headstock nasangkapan sa usa ka independente nga lubrication system aron mahatagan ang lig-on nga lubrication alang sa lainlaing mga bearings ug mga pares sa gear
(3)Saddle ug travel head
Ang ulo sa pagbiyahe gipahimutang sa saddle, ug sa panahon sa pagpakaon, ang ulo sa pagbiyahe (gibutang sa luyo sa higdaanan) nagduso sa tornilyo nga magtuyok, hinungdan nga ang nut nga gitaod sa saddle molihok nga axially, nga nagmaneho sa saddle sa pagpakaon.Sa diha nga ang saddle paspas nga molihok, ang paspas nga motor sa likod sa saddle nagduso sa speed reducer sa pagtuyok, nagmaneho sa saddle sa paglihok dayon.
Ang ulo sa pagbiyahe gibutang sa saddle.Ang nag-unang tahas mao ang pag-clamp sa trepanning bar ug pagduso niini sa unahan ug paatras pinaagi sa saddle.
(4)Kahon sa pagpakaon
Ang kahon sa feed gi-install sa tumoy sa higdaanan ug gimaneho sa usa ka AC servo motor.Ang output axis mahimong makab-ot ang usa ka stepless speed regulation sa 0.5-100r/min.Ang lubrication sa sulod sa kahon gihatag pinaagi sa plunger pump nga gimaneho sa usa ka cam.Adunay usa ka safety clutch sa koneksyon tali sa output shaft ug sa screw, ug ang engagement force mahimong ma-adjust sa mga tubod.Kung na-overload, ang clutch mawala ug ang usa ka microswitch ma-trigger aron magpadala usa ka signal aron ihunong ang saddle (gipakita ang suga nga timailhan sa sayup)
(5)Kusog nga pagpahulay ug jack sa workpiece
Ang makanunayon nga pahulay naggamit sa tulo ka mga roller nga adunay mga rolling bearings isip suporta alang sa workpiece.Ang ubos nga duha ka mga roller gibutang sa bracket, ug ang bracket naglihok subay sa giya nga paagi aron suportahan ang workpiece.Ang atubangan ug likod nga mga bracket mahimong ibalhin pinaagi sa ball screw, samtang ang ibabaw nga roller gibutang sa guide rod, nga naglihok subay sa guide hole.Human makompleto ang suporta, ang sungkod sa giya kinahanglan nga ayohon gamit ang mga screw.
Ang jack gisangkapan sa duha ka mga roller nga adunay mga rolling bearings ingon nga nagtrabaho nga nawong.Ang mga roller gibutang sa jack, ug ang jack naglihok subay sa giya nga paagi aron suportahan ang workpiece.Ang atubangan ug likod nga mga jack mahimong dungan nga ibalhin pinaagi sa positibo ug negatibo nga mga tornilyo sa tingga, ug ang pag-align sa duha ka mga roller mahimong ma-adjust pinaagi sa front adjustment sleeve.Human masuportahan, ang mga jack ug guide rod kinahanglan nga ayohon gamit ang mga screw.
(6)Ang vibration damper nga makanunayon sa trepanning bar:
Ang vibration damper steady gigamit isip auxiliary nga suporta alang sa trepanning bar.Alang sa yagpis nga trepanning bar, kinahanglan nga madugangan ang gidaghanon sa mga steady nga angay.Ang paglihok niini subay sa agianan sa higdaanan gimaneho sa usa ka karwahe o mahimo usab nga gimaneho sa usa ka manual nga aparato.Kini nga himan sa makina nasangkapan sa usa ka set sa vibration damper nga makanunayon sa trepanning bar.
(7)Sistema sa pagpabugnaw:
Ang sistema sa pagpabugnaw nahimutang sa luyo sa himan sa makina, nag-una nga naglangkob sa usa ka tangke sa lana, usa ka estasyon sa bomba, usa ka pipeline sa lana, usa ka chip storage cart, ug usa ka oil returning groove.Ang function sa coolant mao ang pagpabugnaw ug pagtangtang sa mga metal chips.