SRB tool, pagpahait sa ulo, pagpahait sa sungkod ug mga bushes
SRB Pnumatic nga mga himan

| SRB ulo | Makalaay nga sungkod | SRB ulo | Makalaay nga sungkod | SRB ulo | Makalaay nga sungkod |
| Φ35- 37 | Φ30 | Φ38-45 | Φ43 | Φ46-56 | Φ43 |
| Φ57-60 | Φ51 | Φ61-69 | Φ56 | Φ70-89 | Φ65 |
| Φ90-120 | Φ80 | Φ121-139 | Φ100 | Φ140-169 | Φ130 |
| Φ170-230 | Φ160 | Φ231-400 | Φ220 |
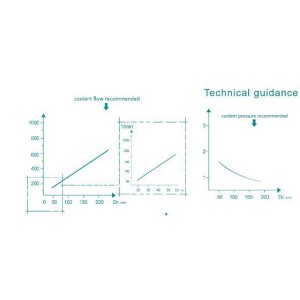
Operasyon: ang himan naglihok sa unahan alang sa skiving, ug paatras alang sa roller burnishing.
Uban sa 2 nga mga grupo sa mga pagsal-ot sa ibabaw nga tumoy, kini makab-ot ang taas nga gidak-on nga katukma ug maayo nga pagkontrol sa porma.
Uban sa 4 ka grupo sa guide pad, makab-ot niini ang maayo kaayong giya ug balanseng skiving.Likayi usab ang pagkiskis sa nawong sa lungag.Ang mga pagsal-ot gibawi pinaagi sa pneumatic control.
Feature:
Aron gamiton alang sa machining lain-laing mga tubo lakip na ang bugnaw nga gikuha seamless steel tube, welded bugnaw nga drawn tube, mainit nga roller steel tube ug cast steel tube.
Sayon ug paspas nga pag-adjust sa sezes sa insetts, guide pads ug rollers.Sa pagkompleto sa pagproseso, i-adjust ang cartridge pinaagi sa pneumatic control aron malikayan ang kadaot sa furface sa lungag.
Gisagop ang disenyo nga adunay taas nga kahusayan, paghiusa sa maayo nga skiving ug roller burnishing, ug pagkab-ot sa usa ka machining.Naghatag kini sa tiil sa taas nga kinabuhi ug adunay taas nga kahusayan sa 20 ka beses nga tradisyonal nga honing machine ug 5-10 ka beses nga ordinaryo nga boring machine.
Sa pagkompleto sa pagproseso, ang katig-a sa suface nagdugang mga 30%, ang katukma hangtod sa IT8, ang pagtapos sa nawong hangtod sa Ra0.05-0.2μm.
Aron mapauswag ang katugbang nga katukma, dugangi ang pagsukol sa pagsul-ob ug palugwayan ang paggamit sa kinabuhi sa mga ekstrang piyesa.Human sa roller burnishing, ang silindro sa lana mahimong anti-corrosive ug wear-resistant, ug pagkab-ot sa usa ka maayo nga nawong finish, nga molugway sa kinabuhi sa sealing singsing o sealing mga bahin.
SRB Hydraulic nga mga himan

| SRB ulo | Makalaay nga sungkod | SRB ulo | Makalaay nga sungkod | SRB ulo | Makalaay nga sungkod |
| Φ35- 37 | Φ30 | Φ38-43 | Φ43 | Φ44-48 | Φ40 |
| Φ49-60 | Φ43 | Φ61-72 | Φ56 | Φ73-77 | Φ65 |
| Φ78-87 | Φ70 | Φ88-107 | Φ80 | Φ107-137 | Φ100 |
| Φ138-177 | Φ130 | Φ178-250 | Φ160 | Φ250-400 | Φ220 |
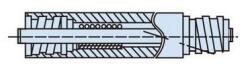
Operasyon: adunay bagis nga boring nga ulo sa ibabaw nga tumoy, nga adunay tulo ka grupo sa indexable inserts (mechanical clamping) ug tulo ka grupo sa carbide guide pad.Ang gahi nga boring nga ulo nagputol sa kadaghanan sa materyal, sa likod nga adunay naglutaw nga skiving head, diin nagbutang ug tulo ka grupo (unom ka piraso) nga maayong pagsal-ot.Ang skiving head nagpamenos sa wavemark ug nagtul-id sa deviation sa ibabaw.Ang likod nga bahin sa himan mao ang roller burnishing head, nga adunay 6-40 rollers nga nagtrabaho sa internal nga bungbong sa bole, nga mahimong maporma ang hapsay nga nawong ug makuha ang mas maayo nga profile.Sa pagkompleto sa pagproseso, ang skiving insert gipakunhod ubos sa hydraulic control, samtang ang roller mahimo usab nga i-retract aron malikayan ang kadaot sa ibabaw sa lungag.
Mga bahin
Pag-machining sa cold drawn seamless steel tube, welded cold drawn tube, hot roller tube ug cast tube.
Sayon ug paspas nga pag-adjust sa mga gidak-on sa mga insert, guide pades ug rlllers.Sa pagkompleto sa aksyon, ang skiving cartridge, guide pad ug roller paspas nga gibawi, epektibo nga nanalipod batok sa kadaot sa ibabaw sa lungag.
Ang pagsagop sa disenyo nga adunay taas nga kahusayan, paghiusa sa lima ka mga pamaagi ngadto sa usa ka proseso sa pagtangtang sa usa ka dako nga pagtangtang sa stock, nga makapauswag sa pagka-produktibo nga 20 ka beses nga tradisyonal nga honing machine ug 5-10 ka beses nga ordinaryo nga lawom nga lungag nga boring machine, samtang gipalugwayan ang paggamit sa kinabuhi sa mga himan.
Pagkahuman sa pagproseso, ang katig-a sa nawong nagdugang mga 30%, ang prcision hangtod sa IT8 sa taas.Ang pagkagahi hangtod sa Ra0.05-0.2μm.
Pagkahuman sa prcessing, ang katig-a sa nawong nagdugang mga 30%, ang katukma hangtod sa IT8 sa taas.Ang pagkagahi hangtod sa Ra0.05-0.2μm.
Aron mapauswag ang katugbang nga katukma, nagdugang ang resistensya sa pagsul-ob ug gipalugwayan ang paggamit sa kinabuhi sa mga spare parts.Human sa pagsunog sa roller, ang silindro sa lana mahimong anti-corossive ug dili masul-ob, nga nakakab-ot sa maayo kaayo nga paghuman sa ibabaw, ug nagpalugway sa kinabuhi sa sealing ring o sealing parts.
Ang MS type nga deep hole honing
Kini nga pagpahait sa ulo gigamit alang sa paghuman sa pagproseso sa lawom nga lungag nga workpiece.
| Nagpataas sa ulo | Honing rod | Nagpataas sa ulo | Honing rod |
| Φ38-49.9 | Φ35 | Φ200-349.9 | Φ100 |
| Φ50-79.9 | Φ45 | Φ350-499.5 | Φ130 |
| Φ80-119.9 | Φ70 | Φ500-1000 | Φ230 |
| Φ120-200 | Φ85 |

Honing rod
Ang honing rod naglangkob sa external rod ug core pole nga maka-adjust sa gitas-on sa honing rod nga lainlain gikan sa 1m, 1.2m, 1.5m ug 2m aron ipahiangay sa lain-laing makina ug lain-laing mga panginahanglan.Ang tugma sa pagpahait sa ulo ug pagpahait sa sungkod palihug pangitaa ang lamesa sa ibabaw.
Pag-drill/boring nga sungkod
Kini nga drilling / boring rod mahimong idugtong sa drilling / boring / rolling / trepanning nga ulo, ang gitas-on sa rod mahimong 0.5m, 1.2m, 1.5m, 2m ug uban pa aron ipahiangay ang lainlaing makina.

Mga bushes ug mga accessories
Mga aksesorya sa taper bush

Mahimo namon ang propesyonal nga lawom nga mga himan sa pagputol sa lungag sumala sa espesyal nga kinahanglanon sa kustomer, pananglitan, pagtaas sa himan, pagporma nga himan ug uban pa.